
Die Wasserstoff versprödung ist weitgehend unvorhersehbar, und die Bemühungen, sie zu vermeiden, müssen in der Entwurfs phase beginnen, um die Teile igen schaften und nachfolgenden Herstellungs prozesse zu bestimmen.
Die Vermeidung der Erzeugung von Wasserstoff während des Herstellungs prozesses und die Absorption von Wasserstoff durch Verbindungs elemente eliminiert das Risiko von Wasserstoff versprödung fehlern durch den Herstellungs prozess. Durch Korrosion in der Umwelt verursachte Wasserstoff versprödungen können vermieden werden, indem Oberflächen behandlungs methoden, die keinen Wasserstoff produzieren, ordnungs gemäß ausgewählt werden.
Mögliche Lösungen umfassen
· Mechanische Verzinkung
· Zink-Aluminium-Beschichtung
Wasserstoff versprödung tritt nur bei hochfesten Verbindungs elementen auf. Wenn die Anwendungs bedingungen dies zulassen, versuchen Sie, Verbindungs elemente niedriger als 320HV zu wählen.
Wenn die Bedingungen dies zulassen, versuchen Sie, das Beizen zu vermeiden, und wenn dies nicht zu vermeiden ist, sollte die Ein weich zeit des Beizens auf ein Minimum reduziert werden. Die Beiz lösung sollte immer Inhibitor bestandteile enthalten. In den Fällen, in denen hochfeste Verbindungs elemente verwendet werden müssen und Wasserstoff während des Herstellungs prozesses nicht vollständig entfernt werden kann und Wasserstoff in das Befestigungs element aufgenommen wird, wie z. B. Beizen und Galvani sieren, der nachfolgende Dehydrierung back prozess wird kritisch.
Bei hochfesten galvani sierten Verbindungs elementen kann das Backen unmittelbar nach dem Galvani sieren durchgeführt werden, um das Risiko einer Wasserstoff versprödung zu verringern. Siehe ISO4042 (Beschichtung beschichtung für Verbindungs elemente) zur Anleitung. Der Zweck des Backens besteht darin, so viel Wasserstoff wie möglich zu entfernen und den verbleibenden Wasserstoff von der Oberfläche zu verteilen. Aufgrund des Spannungs konzentration effekts ist die Oberfläche des Verschlusses in der Regel stark belastet.
Wenn hochfeste Verbindungs elemente galvani siert werden, müssen sie innerhalb von 4 Stunden nach dem Galvani sieren gebacken werden. Grunds ätzlich gilt: Je früher das Backen nach dem Galvani sieren abgeschlossen ist, desto besser ist die Wirkung der Behandlung. Der typische Vorgang besteht darin, das Befestigungs element 2 Stunden bis 24 Stunden lang bei einer Temperatur von 200 bis 230 Grad Celsius zu halten. Wiederum im Großen und Ganzen, je länger desto besser. Wenn sich der Back vorgang nach dem Platt ieren um mehr als 4 Stunden verzögert, kann der Verschluss irreparable Schäden erlitten haben (Mikrorisse) (Es kann eine lokale Rests pannung im Befestigungs element geben, die dazu führt, dass Wasserstoff in den Bereich mit hoher Beans pru chung wandert).
Bei Verbindungs elementen mit Rests pannung ist die Backzeit besonders wichtig, da sich Wasserstoff in der Nähe der Befestigungs elemente in Spannungs bereiche trennt, einschl ießlich Oberflächen defekts tellen, Einschlüssen, Fehlern. und mögliche Versprödung bereiche.
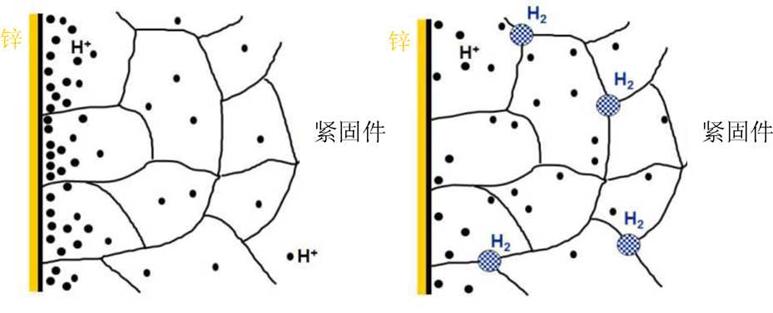
Abbildung 4: Verteilung vor (links) und nach (rechts) Wasserstoff entfernung
Die Testmethode für Verbindungs elemente ist definiert durch ISO15330, "Preload-Test zum Nachweis von Wasserstoff versprödung-Methode mit paralleler Lagerfläche".
Verbindungs elemente mit Bolzen art Wasserstoff versprödung Inspektions methode
Vorspannung tests sollten an geeigneten Test vorrichtungen durchgeführt werden. Wie in den Abbildungen 2 und 3 dargestellt, sollte die vom Befestigungs element getragene Spannung innerhalb seiner Streckgrenze oder innerhalb des Bereichs des Fehler moments liegen. Das Drehmoment kann entweder durch Anpassen von Muttern (oder Bolzen) oder durch Drehen einer Stahlplatte mit Gewinde aufgebracht werden, um sicher zustellen, dass die erforderliche Spannung des entsprechenden Befestigungs elements innerhalb seiner Streckgrenze liegt. Andere Lade methoden und Vorrichtungen im Bereich des brechenden Drehmoments sind ebenfalls zulässig. Die Spannung oder das Drehmoment sollte für mindestens 48h gehalten werden. Alle 24 Stunden sollte das Befestigungs element wieder auf die anfängliche Spannung oder das anfängliche Drehmoment festgezogen werden, während überprüft wird, ob das Befestigungs element durch Wasserstoff versprödung beschädigt wurde.
Wasserstoff versprödung prüfmethode für selbst schneidende und selbst extrudierende Verbindungs elemente
Die Vorspannung prüfmethode ist die gleiche wie in Abschnitt 2.1, und die entsprechende Prüf vorrichtung ist eine Stahlplatte. Eine Unter leg scheibe mit einer Härte von 300HV kann unter dem Schrauben kopf verwendet werden, um die Stahlplatte zu schützen. Die Mindest dicke der Stahlplatte ist ld, alle anderen Anforderungen sind die gleichen wie für Bolzen, Schrauben und Bolzen.
Dichtungen
Wasserstoff versprödung prüfmethode für Befestigungs elemente Mehrere Feder scheiben proben sind auf Schrauben mit dem gleichen Nenn durchmesser von Gewinde und Feder scheibe montiert. Verwenden Sie flache Unter leg scheiben, um die Feder scheiben voneinander zu trennen. Die Härte der flachen Unter leg scheibe sollte größer sein als die Härte der Feder scheibe und ihre Mindest härteIst 40HRC. Die konische elastische Unter leg scheibe sollte paarweise getestet werden, und die Baugruppe sollte festgezogen werden, bis die Feder probe (sexuell) vollständig abgeflacht ist.
Wenn alle Proben in derselben Charge den Test ohne Brüche oder sichtbare Risse bestehen, ist das Chargen material qualifiziert. Es ist jedoch wichtig zu beachten, dass das Bestehen des Wasserstoff versprödung tests nur das potenzielle Risiko verringert.
Um die durch den Beschichtung prozess verursachten Probleme mit der Wasserstoff versprödung zu vermeiden, suchen die Hersteller von Verbindungs elementen nach Möglichkeiten, um Probleme mit der Wasserstoff versprödung zu vermeiden, einschl ießlich der Verwendung einer Reinigung mit niedrigem Wasserstoff gehalt und einer geringen Wasserstoff beschichtung. was darauf abzielt, die Wahrscheinlichkeit eines Kontakts mit Wasserstoff zu verringern. Bei der Konstruktion sollte der Einfluss der Materials tärke auf die Empfindlichkeit der Wasserstoff versprödung vollständig berücksicht igt und das Festigkeit niveau so weit wie möglich reduziert werden. Bei der Verarbeitung sollten mechanische Schäden an der Oberfläche der Teile so weit wie möglich vermieden werden; Galvanik verfahren mit geringer Wasserstoff versprödung sollte angewendet werden, und Nicht-Wasserstoff-Versprödung Zink-Aluminium-Beschichtung und andere Anti-Korrosions-Oberflächen behandlungs methoden sollten bei Bedarf verwendet werden. Nach dem Galvani sieren sollte ein vernünftiger Wasserstoff antriebs prozess angewendet werden, um Wasserstoff strikt zu entfernen. Obwohl das Problem der Wasserstoff versprödung nicht vollständig beseitigt werden kann, können mit der Entwicklung neuer Materialien kosten günstige Oberflächen behandlungs alternativen ein Durchbruch sein, um das Problem vollständig zu lösen.





 中文
中文 English
English 日本語
日本語 한국어
한국어 français
français Deutsch
Deutsch Español
Español italiano
italiano русский
русский português
português العربية
العربية Türkçe
Türkçe ไทย
ไทย





